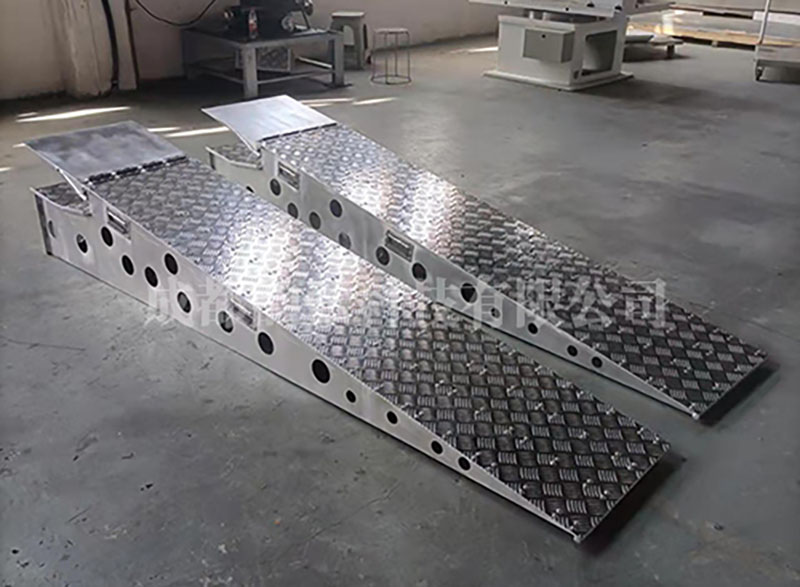
TA1钛合金板焊接效果
详细介绍:大部分钛合金能够应用氧乙炔焊的方式开展焊接,而且全部的钛合金均能够应用固体焊接方式开展焊接(如TIG、MIG、低温等离子氩弧焊、激光器和离子束焊接)。实际上,钛合金焊接连接头产生裂纹的选择性要比玄色金属材料(如有色金属、镍基合金)小得多。虽然钛合金具备这般优良的特性和别的一些出色的焊接特点,一些技术工程师们依然认为钛合金的焊接是非常艰难的,关键取决于钛合金焊接针对汽体保护的规定尤其高,一般仅...
大部分钛合金能够应用氧乙炔焊的方式开展焊接,而且全部的钛合金均能够应用固体焊接方式开展焊接(如TIG、MIG、低温等离子氩弧焊、激光器和离子束焊接)。实际上,钛合金焊接连接头产生裂纹的选择性要比玄色金属材料(如有色金属、镍基合金)小得多。虽然钛合金具备这般优良的特性和别的一些出色的焊接特点,一些技术工程师们依然认为钛合金的焊接是非常艰难的,关键取决于钛合金焊接针对汽体保护的规定尤其高,一般仅有十分技术员工才可以确保汽体保护符合规定。事实上,许多焊接方式均能够用于焊接钛合金。因为在焊接全过程中引入的气体的N2、O2和含碳量化学物质促使钛合金的熔融焊接头变脆,因而待焊区一定要清除整洁并应用稀有气体保护。焊接原材料大部分也是依据被焊原材料的特点开展选择的。钛合金的焊接性一般依据焊接连接头的可塑性和抗压强度来点评。普遍钛合金的焊接性如表所显示。
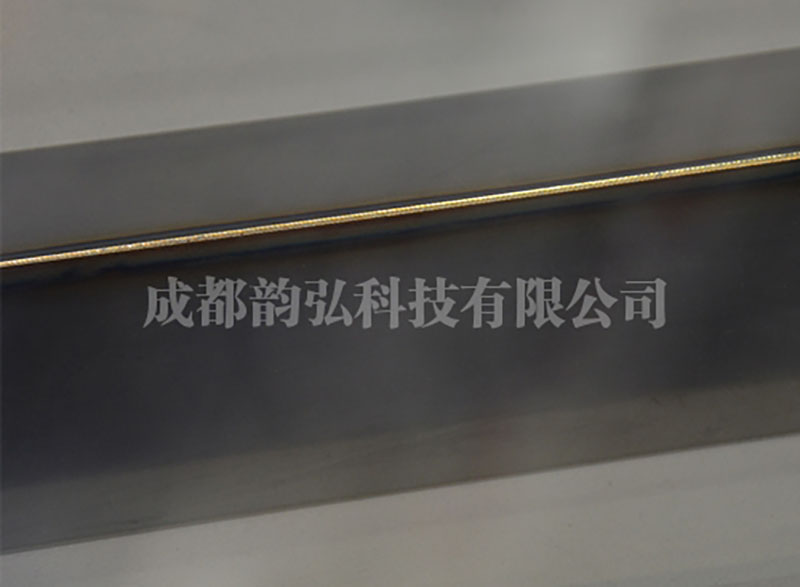
有关钛合金的激光器焊接现阶段的运用发展趋势是愈来愈普遍,激光器焊接的形变小,生产制造高效率,并且完成自动化技术的水平比离子束和TIG要高。同离子束焊接对比,激光焊接不用真空系统等繁杂的机器设备,因此激光器焊接应用性更强,并且激光焊接能够以不一样焊接情况立即焊接。CO2激光器因为输出功率大,应用25kW/h能够一次性熔透20毫米厚的钛板。Nd:YAG激光器因为能够应用光纤线开展动能传送而促使YAG的焊接更具有协调能力,但因为输出功率低而促使透过深层受限制。激光器焊接时随便造成溅出,那样就促使表面不清理,在不可以开展焊后处理工艺时一定要尤其当心。
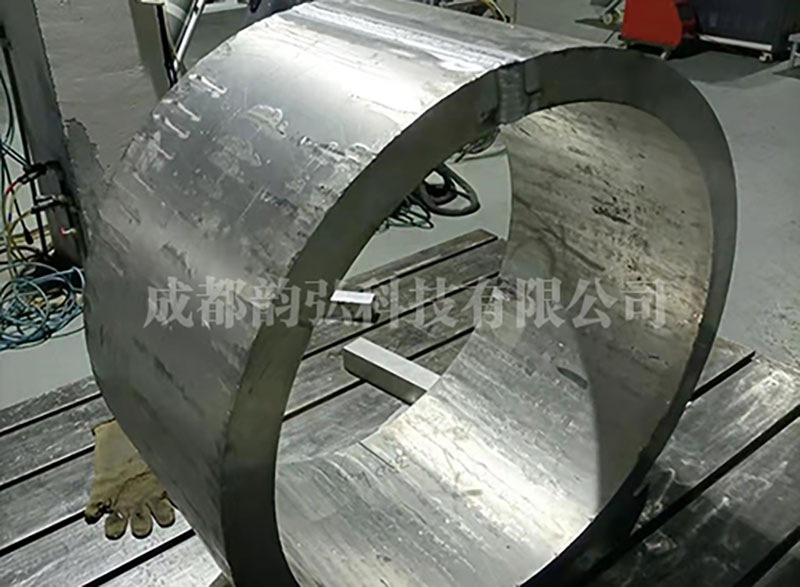
焊后查验:对钛合金焊接位置开展看着查验,主要是为了更好地评定汽体保护的优劣。当表面呈银色时,表明汽体保护很好;而当表面为淡黄色或深咖啡色,表明钛合金遭受略微环境污染,但依然還是能够接纳的;表面为暗蓝色,表明环境污染情况严重,但因为应用工作状况的不一样,有的能够应用;表面为淡蓝色,环境污染比较严重,基本上不太可能应用;表面为蓝灰色或深灰色时,环境污染十分比较严重,不能应用;一样表面为白时,环境污染十分比较严重,不能用。
上色检验的方法:硬度标准和涡流检测能够用于检验连接头是不是含残渣,因为带有残渣时连接头特性会发生改变,具体表现在带有残渣时连接头的强度和电阻会显著上升。携带式手执硬度测试仪能够原点开展检测焊接件的强度。这一技术性的运用能够便捷的检验出焊接品质的优劣。一般状况下,钛合金出現焊接裂纹的状况较为少。殊不知,有时候也会在焊缝或因含残渣而造成裂纹。这时,缺点能够根据上色查验来发觉,另外此方式对松散也是有一定的实际效果。务必注意的是,在再次开展焊接前一定要将上色液清理整洁。