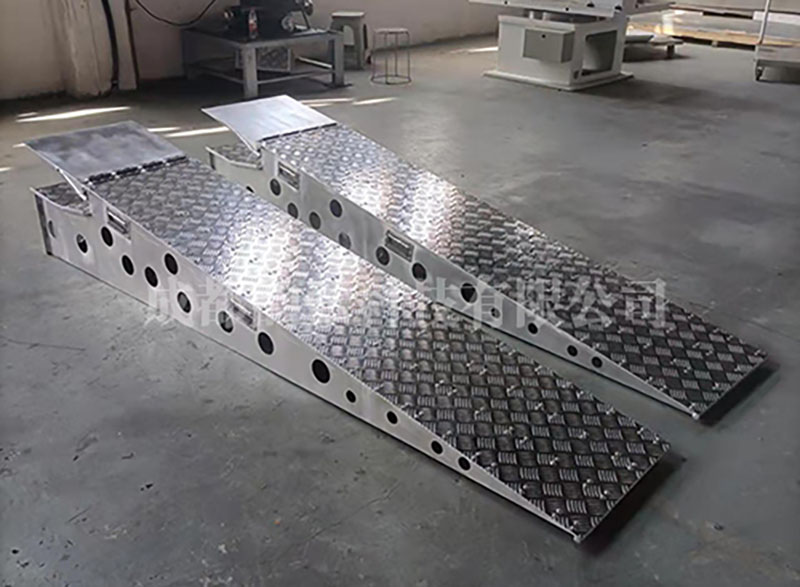
航天铝合金多层水气道焊接加工效果
详细介绍:1焊接的处理一侧焊接55°,多边合作焊接35°。降低缺陷的导致几率。1.1焊前消除工作上消除焊接地域的沉渣,用不锈钢板材刷或二甲苯清除。消除完毕后立刻焊接。1.2加热温度和固层温度的控制加热温度控制在80℃~120℃正中间,固层温度控制在60℃~100℃正中间。温度过了高使裂缝的导致几率提高。2.合理选择规范基本参数根据焊接特性来试验和确立基本参数。2.1焊接电总流量非常大热输出量不够,易出现未焊接的难点。2.2送丝速度...
详细介绍:
1焊接的处理
一侧焊接55°,多边合作焊接35°。降低缺陷的导致几率。
1.1焊前消除工作上
消除焊接地域的沉渣,用不锈钢板材刷或二甲苯清除。消除完毕后立刻焊接。
1.2加热温度和固层温度的控制
加热温度控制在80℃~120℃正中间,固层温度控制在60℃~100℃正中间。温度过了高使裂缝的导致几率提高。
2.合理选择规范基本参数
根据焊接特性来试验和确立基本参数。
2.1焊接电总流量非常大
热输出量不够,易出现未焊接的难点。
2.2送丝速度要适当调高
焊接电总流量提高,送丝速度也相对性提高。
2.3焊接速度的选择
建议采用非常大的焊接电总流量和较慢的焊接速度。
2.4焊机角度的选择
焊机角度在90°左右,过金刚号过小全是会造成 焊接缺陷。